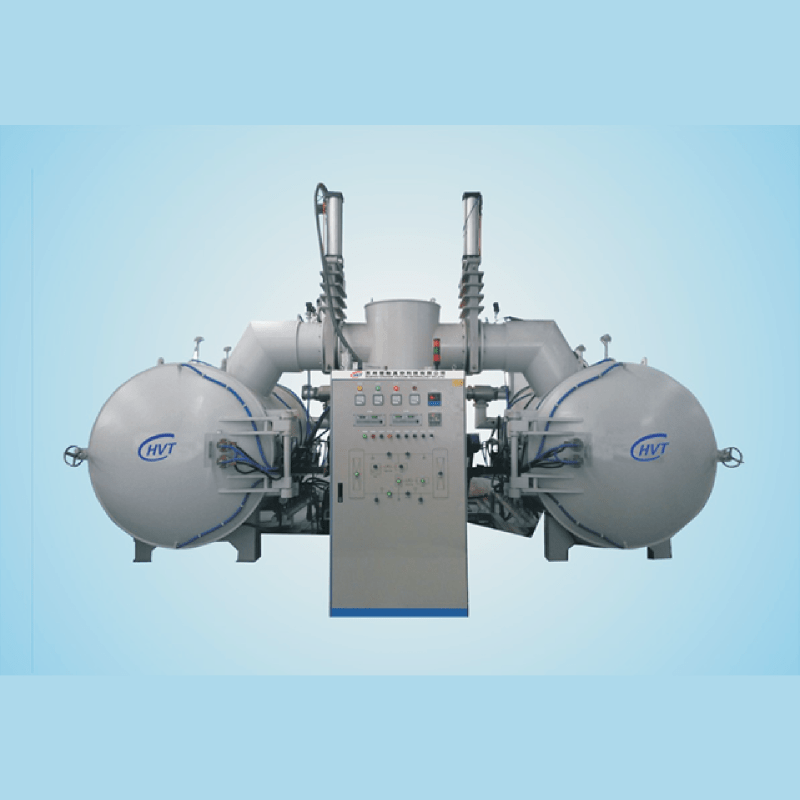
industrial box furnace
An industrial box furnace is a sophisticated thermal processing equipment designed for high-temperature applications in manufacturing and research settings. These furnaces feature a robust, insulated chamber construction that provides uniform heat distribution and precise temperature control, typically ranging from 400°F to 3000°F. The furnace's design incorporates advanced heating elements, typically electric resistance heaters or gas burners, strategically positioned to ensure consistent heat throughout the workspace. Modern box furnaces are equipped with programmable controllers that enable precise temperature regulation, multiple zone control, and customizable heating profiles. The chamber's construction usually consists of high-grade refractory materials and multiple layers of insulation to maximize energy efficiency and maintain stable internal temperatures. These furnaces accommodate various atmospheric conditions, including inert gas environments, and can be fitted with advanced safety features such as overtemperature protection and emergency shutdown systems. Common applications include heat treating, annealing, hardening, tempering, and material testing across industries such as aerospace, automotive, electronics, and research institutions.